
On-line since 2002
> 600
pages
> 1150 manufacturers
> 11000
pictures
> 1.000.000 unique visitors
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
87thScale.info does not
spam. If you received a
spam message with an 87thScale return mail
address it is forged.

An introduction to resin casting - by Kurt Hofmeyer
My method of making two-piece molds for hollow castings.
NOTE: I make molds and castings only for my own and not for commercial purposes. Therefore the following should be only hints for those who want to do the same. My method works well with fluid mold materials becoming solid after several hours and fluid resin.
|
Click the thumbnails ! |
|
 |
The master. |
 |
The master is stuffed by plasticine with a conical pedestal. The windows are closed from inside with thin plastic sheet. |
 |
The prepared master is put into a dismantable plywood box, held together by tape. |
 |
My vacuum pump. After stirring the two components of the RTV-mold-material (RTV = Room Temperature Vulcanizing) there are many airbubbles in the RTV that I use. They don't ascend all during the setting time of the RTV (about 24 hrs.) and produce defective spots in the mold. To remove these bubbles I use the vacuum pump. After 5 minutes of pumping the surface of the RTV looks like cooking water. Maybe other RTV has not such problems. |
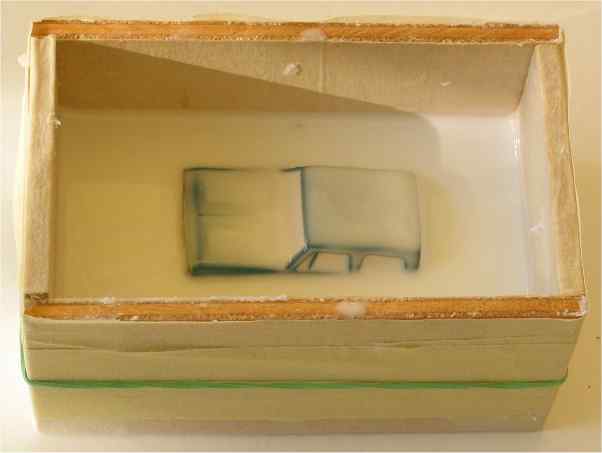 |
Filling the box with RTV. |
 |
The outer part of the mold is almost ready. |
 |
The cuts are for a good fit of outer and inner part during casting. |
 |
The outer part must be sprayed with a release agent oder greased with wax that the two mold-parts can be separated later. The master is put into the mold again. |
 |
Thin plastic-rods are glued to high points of the master to prevent air from making bubbles into the casting. |
 |
The mold is completed. |
 |
The outer and the inner part of the mold. |
 |
The outer part is filled with resin (about double weight as the later casting). The resin must be filled in all cavities; use a spatula or a finger (with glove). Then the inner part is put in and the surplus resin will flow over. (My resin is very thin flowing and begins to get solid after about 4-5 min.) The shown casting is the result. |

Two samples of Dodge Crewcab Pickups.
Text & pictures are © 2002 - 2004 Kurt Hofmeyer
Back
to the 'Tips & Tricks' page